طلب مكالمة:
+86-18900554574
الدعم عبر الإنترنت
طلب مكالمة:
الدعم عبر الإنترنت

عند مناقشة متانة رؤوس المثاقب الصدمية، يظهر سؤال واحد مرارًا وتكرارًا:
لماذا تفقد بعض الرؤوس كفاءتها بعد عددٍ نسبيًّا قليلٍ من البراغي، بينما تواصل رؤوس أخرى الأداء بكفاءة عالية لفترة أطول بكثير تحت نفس الظروف؟
في الآونة الأخيرة، أجرينا اختبار تثبيت البراغي الطويلة باستخدام رأس مثقاب صدمي لولبي وبراغي بطول ٤٥ مم تم تثبيتها باستمرار في ألواح خشب رقائقي متعددة الطبقات.
وبعد أكثر من ٤٠٠ دورة تثبيت، ظل الرأس يعمل بكفاءة دون أي فشل جوهري في طرفه.
هذه النتيجة تبرز حقيقةً مهمةً:
يعتمد عمر رأس المثقاب الصدمي على عوامل كثيرة تتجاوز درجة الفولاذ المطبوعة على العبوة.
للمستخدمين المحترفين والمقاولين وموزعي الأدوات، فإن فهم العوامل المؤثرة في متانة الرؤوس يساعد في خفض تكاليف الاستبدال وتحسين كفاءة التثبيت في مواقع العمل.
يُسوَّق معظم رؤوس المطرقة اليوم على أنها مصنوعة من فولاذ S2.
ورغم أن فولاذ S2 مقبولٌ على نطاق واسع باعتباره مادةً مناسبةً لرؤوس المطرقة، فإن الأداء الفعلي قد يختلف اختلافًا كبيرًا بين الشركات المصنِّعة.
وفي اختبار المتانة الخاص بنا، تم إدخال برغي بطول ٤٥ مم مرارًا وتكرارًا في ألواح الخشب الرقائقي المكدسة باستخدام مفك عزم تأثيري.
ويُنتج هذا النوع من الاختبارات أحمال تأثير مستمرة، وذروات عزم متكررة، وإجهادات كبيرة على كلٍّ من طرف الرأس ومنطقة الالتواء.
وخلافًا للقياسات المخبرية، فإن اختبار البراغي الطويلة يعكس بدقة أكبر الظروف التشغيلية الفعلية التي تواجهها في مشاريع البناء ونجارة الأخشاب والتثبيت. 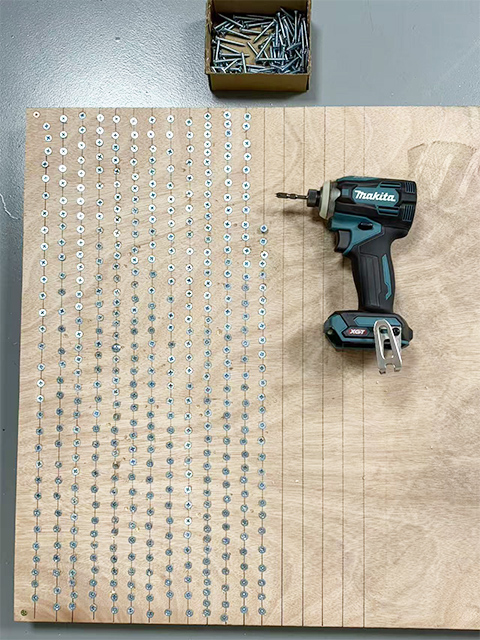

والافتراض الشائع هو أن جميع رؤوس المطرقة المصنوعة من فولاذ S2 يجب أن تؤدي أداءً مماثلًا.
في الواقع، هذه الحالة نادرة الحدوث.
لقد شاهدنا قطعًا مصنوعة من نفس درجة الفولاذ تُظهر نتائج مختلفة تمامًا أثناء الاستخدام في التطبيقات التي تتطلب مسامير طويلة.
والسبب بسيط:
الفولاذ ليس سوى نقطة البداية.
وتتحدد المتانة في النهاية وفقًا لكيفية معالجة هذا الفولاذ، وتخميره حراريًّا، وتشغيله آليًّا، وفحصه طوال عملية الإنتاج.
قد يحمل قطعتا ضرب تأثيريّتان كلاهما علامة «فولاذ S2»، ومع ذلك قد تختلف مدة خدمتهما اختلافًا كبيرًا في ظل ظروف العمل المتطابقة.
تُعد المعالجة الحرارية واحدةً من أهم العوامل المؤثرة في عمر قطع الضرب التأثيري.
فقد تكون قطعة الضرب التأثيري التي تتصف بالصلابة المفرطة مقاومةً للارتداء في البداية، لكنها تصبح أكثر عُرضةً للتشقق أو التفتت تحت أحمال الضرب المتكررة.
أما القطعة التي تكون لينة جدًّا فقد تقاوم الكسر، لكنها تفقد شكل رأسها وهندستها بسرعة، ما يؤدي إلى انخفاض أدائها في التثبيت.
والهدف هو تحقيق التوازن الأمثل بين:
لتطبيقات التأثير، غالبًا ما تكون التوازن أكثر أهمية من أقصى درجة صلادة ممكنة.
ولهذا السبب تخضع رؤوس البراغي الاحترافية المُستخدمة في تطبيقات التأثير عادةً لعمليات معالجة حرارية دقيقة ومُحكمة، بدلًا من أن تُركّز ببساطة على تحقيق أعلى قيمة ممكنة للصلادة.
إدخال براغي قصيرة في مواد لينة يُطبِّق إجهادًا نسبيًّا ضئيلًا على رأس البرغي المستخدم في تطبيقات التأثير.
أما البراغي الطويلة فتُظهر قصة مختلفة.
وبزيادة طول البرغي، ترتفع مقاومة الدوران تدريجيًّا طوال عملية التثبيت.
ويتعرض رأس البرغي إلى:
العيوب التي قد تبقى غير ملحوظة أثناء العمل الخفيف غالبًا ما تصبح واضحةً أثناء تطبيقات البراغي الطويلة.
وهذا أحد الأسباب التي تدفع العديد من المصنّعين والمستخدمين المحترفين إلى الاعتماد على اختبار البراغي الطويل لتقييم متانة رؤوس المفكات.
حتى الفولاذ عالي الجودة لا يمكنه تعويض ضعف دقة الطرف.
يسمح الطرف المصقول بدقة بارتباط أفضل مع تجويف البرغي ويعزز كفاءة نقل العزم.
الفوائد تشمل:
عندما تكون التحملات المسموح بها للطرف غير متسقة، فإن رأس المفك يميل إلى الانزلاق تحت التحميل، ما يؤدي إلى تسريع التآكل وزيادة خطر إتلاف البرغي.
خلال مئات دورات التثبيت، يمكن أن تؤثر الاختلافات البسيطة في الأبعاد تأثيرًا كبيرًا على المتانة.
تم تصميم مسامير التأثير الحديثة لامتصاص طاقة التأثير المتكررة.
تعمل منطقة الالتواء كمنطقة مرنة خاضعة للتحكم بين الطرف والجزء الأسطواني من المسمار.
وبدلًا من نقل كل قمة عزم الدوران مباشرةً إلى الطرف، تساعد منطقة الالتواء في توزيع الإجهاد على طول المسمار بالكامل.
وهذا قد يقلل من:
وفي تطبيقات التثبيت الصعبة، غالبًا ما يسهم التصميم الفعّال لمنطقة الالتواء بشكل كبير في إطالة عمر المسمار الكلي.


وعندما يصل مسمار التأثير إلى نهاية عمره الافتراضي، فإن الفشل غالبًا ما يظهر تدريجيًّا قبل حدوث الانكسار الكامل.
العلامات الشائعة تشمل:
لم يعد الطرف يثبت بشكل آمن في تجويف البرغي.
الانزلاقات المتكررة أثناء التثبيت تؤدي إلى انخفاض الكفاءة وتلف البراغي.
دورات الإجهاد المتكررة قد تؤدي في النهاية إلى ظهور شقوق إرهاق مرئية.
تحت أحمال التأثير الشديدة، قد تنكسر الأطراف المُضعَّفة تمامًا.
تساعد الفحوصات الدورية في اكتشاف التآكل قبل أن يؤثر على الإنتاجية في موقع العمل.
لا يوجد رقم عالمي.
يعتمد عمر الخدمة على عدة عوامل، من بينها:
ومع ذلك، في تطبيقات التثبيت ذات البراغي الطويلة والشاقة، يجب أن يحافظ مفتاح التأثير عالي الجودة على أداءٍ مستقرٍ خلال مئات دورات التثبيت، بدلًا من أن يفشل مبكرًا بعد عدد محدود من البراغي.
ولهذا السبب، يقيّم العديد من المستخدمين المحترفين مفاتيح التأثير استنادًا إلى متانة الأداء في الاستخدام الفعلي، وليس وفق المواصفات المُعلَّنة فقط.
نظريًّا، يبدو أن العديد من مفاتيح التأثير متشابهة.
أما في أعمال التثبيت الفعلية، فتصبح الاختلافات واضحة جليًّا.
وتظل اختبارات التثبيت بالبراغي الطويلة إحدى أكثر الطرق فعالية لتقييم ما إذا كان مفتاح التأثير مُصمَّمًا للاستخدام المهني أم أنه مُبسَّطٌ فقط ليتوافق مع ورقة المواصفات.
الهدف ليس تحقيق أعلى صلادة نظرية أو الإعلان عن أقوى مادة.
الهدف هو الأداء المتسق في ظل ظروف العمل الفعلية.
عندما تستمر رأس المثقاب التأثيري في تثبيت البراغي الطويلة بعد مئات دورات التثبيت، فإن ذلك يُظهر ما هو أهم: المتانة التي يمكن الاعتماد عليها طوال مدة إنجاز المهمة.
ج: تُعزى حالات الفشل المبكر غالبًا إلى المعالجة الحرارية غير المناسبة، أو دقة طرف الرأس المنخفضة، أو تصميم الالتواء غير الكافي، أو أحمال العزم الزائدة أثناء عملية التثبيت.
ج: لا. يُستخدم فولاذ S2 على نطاق واسع في رؤوس المثاقب التأثيرية، لكن المعالجة الحرارية ودقة التشغيل والاتساق في التصنيع لها تأثير كبير على المتانة.
ج: تُعتبر اختبارات القيادة المستمرة للبراغي الطويلة في مواد مثل الخشب الرقائقي متعدد الطبقات من أكثر الطرق عملية لتقييم الأداء في ظروف الاستخدام الفعلي.
أ: تساعد مناطق التواء على امتصاص طاقة التصادم وتقليل تركيز الإجهاد، مما قد يطيل عمر الخدمة في تطبيقات أدوات الطرق بالتأثير المطلوبة.
 الأخبار الساخنة
الأخبار الساخنة2026-06-18
2026-06-10
2026-06-03
2026-05-26
2026-05-25
2026-05-21