Запросити дзвінок:
+86-18900554574
ОНЛАЙН ПІДТРИМКА
Запросити дзвінок:
ОНЛАЙН ПІДТРИМКА

Обговорюючи стійкість ударних бітів, постійно виникає одне й те саме запитання:
Чому одні біти зношуються після порівняно невеликої кількості гвинтів, тоді як інші продовжують ефективно працювати значно довше за тих самих умов?
Нещодавно ми провели випробування затягування довгих гвинтів із використанням торсійного ударного біта й гвинтів завдовжки 45 мм, які безперервно загонялися в багатошарову фанеру.
Після понад 400 циклів затягування біт залишався працездатним, без будь-яких серйозних пошкоджень наконечника.
Цей результат підкреслює важливий факт:
Термін служби ударного біта залежить від набагато більшої кількості факторів, ніж лише марка сталі, вказана на упаковці.
Для професійних користувачів, підрядників та дистриб’юторів інструментів розуміння чинників, що впливають на довговічність бітів, допомагає знизити витрати на заміну та підвищити ефективність закріплення на будівельному майданчику.
Більшість сьогоднішніх ударних бітів рекламуються як виготовлені зі сталі марки S2.
Хоча сталь марки S2 загальноприйнята як придатний матеріал для ударних бітів, їхня фактична продуктивність може значно відрізнятися від одного виробника до іншого.
У нашому тесті на довговічність шуруп завдовжки 45 мм багаторазово загвинчувався в шарувату фанеру за допомогою ударного гайковерта.
Такий тип тесту створює постійні ударні навантаження, повторювані стрибки крутного моменту та значне навантаження як на робочий кінець, так і на зону кручення.
На відміну від лабораторних вимірювань, тестування довгих шурупів набагато точніше відображає реальні умови роботи, з якими стикаються у будівництві, столярному виробництві та проектах монтажу. 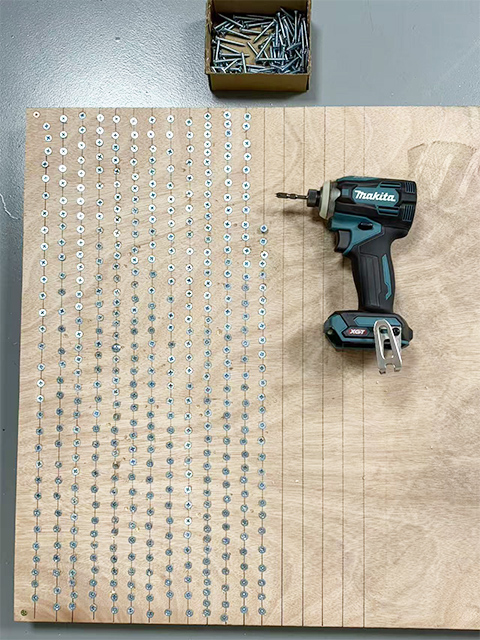

Поширена припущення полягає в тому, що всі ударні біти зі сталі марки S2 повинні демонструвати схожу продуктивність.
На практиці такий випадок трапляється рідко.
Ми спостерігали, як свердла, виготовлені з однієї й тієї самої марки сталі, демонстрували повністю різні результати під час застосування у довгих гвинтах.
Причина проста:
Сталь — це лише початкова точка.
Тривалість експлуатації в кінцевому підсумку визначається тим, як ця сталь обробляється, піддається термічній обробці, механічній обробці та контролю на всіх етапах виробництва.
Два ударні свердла можуть мати позначку «сталь S2», проте їхній термін служби за однакових умов роботи може суттєво відрізнятися.
Термічна обробка є одним із найважливіших чинників, що впливають на термін служби ударних свердел.
Занадто тверде ударне свердло може спочатку стійко протистояти зносу, але стає більш схильним до відколів або тріщин під повторюваними ударними навантаженнями.
Свердло, що є занадто м’яким, може стійко протистояти руйнуванню, але швидко втрачає геометрію різального наконечника та ефективність затягування.
Мета полягає у досягненні правильного балансу між:
Для застосувань із ударним навантаженням баланс часто важливіший за максимальну твердість.
Саме тому професійні ударні біти, як правило, проходять ретельно контрольовані процеси термообробки замість того, щоб просто прагнути до максимально можливої твердості.
Закручення коротких гвинтів у м’які матеріали створює порівняно невелике навантаження на ударний біт.
Довгі гвинти розповідають іншу історію.
Під час процесу кріплення опір зростає по мірі збільшення довжини гвинта.
На біт діють:
Недоліки, які можуть залишатися непомітними під час роботи з незначним навантаженням, часто стають очевидними під час використання довгих гвинтів.
Саме тому багато виробників і професійних користувачів покладаються на випробування з довгими гвинтами при оцінці стійкості насадок.
Навіть сталь високої якості не може компенсувати погану точність кінчика.
Точно оброблений кінчик забезпечує краще зачеплення з пазом гвинта й підвищує ефективність передачі крутного моменту.
Переваги включають:
Якщо допуски кінчика є нестабільними, насадка схильна до проковзування під навантаженням, що прискорює її зношення та збільшує ризик пошкодження гвинта.
Протягом сотень циклів затягування навіть незначні розбіжності в розмірах можуть суттєво вплинути на стійкість.
Сучасні ударні біти розроблені для поглинання повторюваної ударної енергії.
Зона кручення виступає як контрольована гнучка ділянка між наконечником і стержнем.
Замість того, щоб передавати кожне стрибкоподібне збільшення крутного моменту безпосередньо на наконечник, зона кручення сприяє розподілу напруження по всьому біту.
Це може зменшити:
У складних застосуваннях для затягування кріплення ефективна конструкція зони кручення часто значно збільшує загальний термін служби біта.


Коли ударний біт досягає кінця свого терміну експлуатації, його відмова зазвичай проявляється поступово, ще до повного руйнування.
Поширені ознаки включають:
Наконечник більше не надійно упирається в паз гвинта.
Часте прослизання під час затягування призводить до зниження ефективності й пошкодження гвинтів.
Повторні цикли навантаження зрештою можуть спричинити видимі тріщини від втоми матеріалу.
Під високими ударними навантаженнями послаблені наконечники можуть повністю розламатися.
Регулярний огляд допомагає виявити знос до того, як це вплине на продуктивність на будмайданчику.
Універсального числа не існує.
Термін служби залежить від кількох факторів, у тому числі:
Однак у складних застосуваннях із довгими гвинтами якісна бітова насадка для імпактного гайковерта повинна забезпечувати стабільну роботу протягом сотень циклів затягування, а не виходити з ладу передчасно після обмеженої кількості гвинтів.
Саме тому багато професійних користувачів оцінюють бітові насадки для імпактних гайковертів за їхньою практичною міцністю, а не лише за заявленими технічними характеристиками.
На папері багато бітових насадок для імпактних гайковертів виглядають схожими.
Під час реального кріплення різниця стає очевидною.
Випробування довгими гвинтами залишається одним із найефективніших способів оцінки того, чи призначений ударний біт для професійного використання чи просто розроблений для відповідності технічним специфікаціям.
Мета полягає не в досягненні найвищої теоретичної твердості чи рекламуванні найміцнішого матеріалу.
Мета — стабільна продуктивність у реальних умовах роботи.
Коли ударний біт продовжує закручувати довгі гвинти після сотень циклів кріплення, це демонструє найважливіше: міцність, на яку можна покластися протягом усього об’єму робіт.
Відповідь: Передчасне пошкодження часто спричинене неправильною термообробкою, поганою точністю наконечника, недостатньою конструкцією на кручення або надмірними навантаженнями крутного моменту під час кріплення.
Відповідь: Ні. Сталь S2 широко використовується в ударних бітах, але термообробка, точність механічної обробки та стабільність виробництва мають значний вплив на міцність.
В: Неперервні тривалі випробування на закручування гвинтів у матеріалах, таких як багатошарова фанера, загальноприйнято вважаються одним із найбільш практичних методів оцінки реальних експлуатаційних характеристик.
В: Торсійні зони допомагають поглинати енергію удару та зменшувати концентрацію напружень, що може продовжити термін служби в складних умовах застосування ударних гайкових ключів.
 Гарячі новини
Гарячі новини2026-06-18
2026-06-10
2026-06-03
2026-05-26
2026-05-25
2026-05-21