Მოთხოვნა ზომის შესახებ:
+86-18900554574
Ონლაინ მხარდაჭერა
Მოთხოვნა ზომის შესახებ:
Ონლაინ მხარდაჭერა

Როდესაც ვსაუბრობთ შემარტებელი ბიტების სიმტკიცეზე, ერთი კითხვა ხშირად აღმოცხადდება:
Რატომ ზოგიერთი ბიტი შედარებით მცირე რაოდენობის სასრულების შემდეგ იხარჯება, ხოლო სხვები იგივე პირობებში გონივრულად გრძელდებიან?
Ბოლო დროს ჩვენ ტორსიული შემარტებელი ბიტის გამოყენებით და 45 მმ სასრულების მუდმივი ჩასმით მრავალფენიან ფანერაში ჩავატარეთ გრძელი სასრულების დაკერების ტესტი.
400-ზე მეტი დაკერების ციკლის შემდეგ ბიტი მუშაობისუნარიანი რჩებოდა და მის წვერზე მნიშვნელოვანი დაზიანება არ დაფიქსირდა.
Ეს შედეგი ამხსნის ერთ მნიშვნელოვან ფაქტს:
Შემარტებელი ბიტის სიცოცხლის ხანგრძლივობა დამოკიდებულია ბევრად მეტ ფაქტორზე, ვიდრე ყუთზე მითითებული ფოლადის ხარისხი.
Პროფესიონალური მომხმარებლების, შემკეთებლების და ინსტრუმენტების დისტრიბუტორებისთვის ბურღის სიგრძის განსაზღვრავი ფაქტორების გაგება შეიძლება დაამციროს ჩანაცვლების ხარჯები და გააუმჯობესოს მუშაობის ადგილზე დაკავშირების ეფექტურობა.
Დღესდღეობით უმეტესობა იმპაქტური ბურღები რეკლამირდება როგორც S2 ფოლადისგან დამზადებული.
Მიუხედავად იმისა, რომ S2 ფოლადი ფართოდ ითვლება იმპაქტური ბურღების შესასარებლად შესაფერებელ მასალას, მწარმოებლებს შორის ფაქტობრივი შედეგები შეიძლება მნიშვნელოვნად განსხვავდებოდეს.
Ჩვენს სიგრძის ტესტში 45 მმ საკრეჭი საკერი მეტალის გამოყენებით მიმდევრობით ჩაისმიდა დაკრეჭილ ფანერაში.
Ამ ტიპის ტესტი უწყობს უწყვეტ იმპაქტურ ტვირთს, მეორად ტორქის ტალღებს და მნიშვნელოვნად იტვირთებს როგორც ბურღის წვერს, ასევე ტორსიის ზონას.
Ლაბორატორიული გაზომვებისგან განსხვავებით, გრძელი საკრეჭის ტესტი უფრო მჭიდროდ ასახავს რეალურ სამუშაო პირობებს, რომლებიც ხშირად გამოიყენება საშენებლო სამუშაოებში, ხის დამუშავებაში და ინსტალაციის პროექტებში. 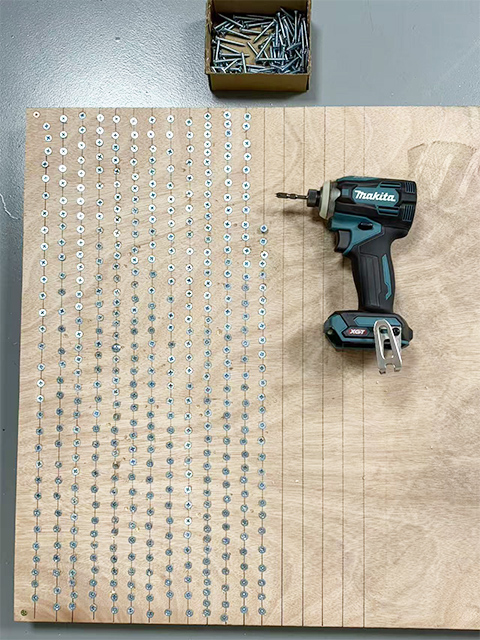

Გავრცელებული დასკვნა არის ის, რომ ყველა S2 ფოლადის იმპაქტური ბურღი უნდა მსგავსად იქცეს.
Პრაქტიკაში ეს იშვიათად ხდება.
Ჩვენ ვხედავთ, რომ ერთი და იგივე ფოლადის გრადუსიდან წარმოებული იმპაქტ-ბიტები გრძელი სახელურის გამოყენების დროს სრულიად განსხვავებულ შედეგებს იძლევიან.
Მიზეზი მარტივია:
Ფოლადი მხოლოდ საწყისი წერტილია.
Სიმტკიცე საბოლოოდ განისაზღვრება იმ ფოლადის დამუშავების, ცხელების დამუშავების, მექანიკური დამუშავების და წარმოების მთელი პროცესის განმავლობაში შემოწმების ხარისხით.
Ორი იმპაქტ-ბიტი შეიძლება ერთად იყოს ნიშნული „S2 ფოლადით“, მაგრამ იდენტურ სამუშაო პირობებში მათი სამსახურის ხანგრძლივობა შეიძლება მკვეთრად განსხვავდებოდეს.
Ცხელების დამუშავება იმპაქტ-ბიტების სამსახურის ხანგრძლივობაზე გავლენას ახდენელ ყველაზე მნიშვნელოვან ფაქტორთაგან ერთ-ერთია.
Ჭარბად მტკიცე იმპაქტ-ბიტი საწყის ეტაპზე შეიძლება წინააღმდეგობას გამოავლინოს აბრაზიული მოცვლის წინააღმდეგ, მაგრამ მეტად მგრძნობარე გახდეს ჩაკეტვის ან გატეხვის მიმართ მეორედ იმპაქტის ტვირთების ქვეშ.
Ძალიან ხელმისაწვდომი ბიტი შეიძლება წინააღმდეგობას გამოავლინოს გატეხვის წინააღმდეგ, მაგრამ სწრაფად დაკარგოს წვერის გეომეტრია და შეკრების ეფექტურობა.
Მიზანია შევძლოთ სწორი ბალანსის მიღწევა შემდეგი ელემენტებს შორის:
Გავლენის აპლიკაციებისთვის ბალანსი ხშირად უფრო მნიშვნელოვანია, ვიდრე მაქსიმალური სიმტკიცე.
Ამიტომ პროფესიონალური დონის გავლენის ბიტები ჩვეულებრივ განიცდიან ზუსტად კონტროლირებულ ცხელების დამუშავების პროცესებს, არ არის მხოლოდ მაქსიმალური სიმტკიცის მიღწევის მიზანით.
Მოკლე სახრახნების ჩასმა ხელმსაწათლებში შედარებით მცირე დატვირთვას აძლევს გავლენის ბიტს.
Გრძელი სახრახნები სხვა ისტორიას рассказывает.
Როგორც სახრახნის სიგრძე იზრდება, მაგრების პროცესში წინააღმდეგობა იზრდება.
Ბიტი განიცდის:
Ის სუსტი ადგილები, რომლებიც მსუბუქი სამუშაო პირობებში შეიძლება არ შეიმჩნევოს, ხშირად გამოიკვეთება გრძელი სასრულების გამოყენების დროს.
Ეს არის ერთ-ერთი მიზეზი, რის გამოაც ბევრი წარმოებლისა და პროფესიონალური მომხმარებლის მიერ ბიტების მაგრობის შესაფასებლად გრძელი სასრულების ტესტირება გამოიყენება.
Საერთოდ არ შეიძლება მაღალი ხარისხის ფოლადით კომპენსირებული იქნას ცუდი წვეროს სიზუსტე.
Ზუსტად დამუშავებული წვერო სასრულის ჩაღების ადგილთან უკეთეს მორგებას აუზრუნველებს და ტორქის გადაცემის ეფექტურობას აუმჯობესებს.
Უპირატესობები მოიცავს:
Როდესაც წვეროს დაშვებული სიზუსტე არ არის ერთნაირი, ბიტი ტვირთის ქვეშ ხშირად გადაიხვევა, რაც აჩქარებს მოცვლას და სასრულის დაზიანების რისკს ამატებს.
Ასობით სწრაფი დაკეცვის ციკლის განმავლობაში პატარა ზომის განსხვავებებს შეიძლება ჰქონდეს მნიშვნელოვანი გავლენა სიმტკიცეზე.
Ახალგაზრდა შეჯახების ბიტები შეიძლება განკუთვნილი იყოს მეორადი შეჯახების ენერგიის შესაწოვად.
Ტორსიული ზონა მოქმედებს როგორც კონტროლირებული გამოხრილობის არე ბიტის ბოლოსა და სახელურს შორის.
Ნაცვლად იმის, რომ ყველა ტორსიული პიკი პირდაპირ ბიტის ბოლოს გადაეცემოს, ტორსიული ზონა ხელს უწყობს ძაბვის განაწილებას ბიტის მთლიანად.
Ეს შეიძლება შეამციროს:
Მოთხოვნითი დაკეცვის მოწყობილობებში ეფექტური ტორსიული დიზაინი ხშირად მნიშვნელოვნად წვლილს ვარდება ბიტის სრულ სიცოცხლის ხანგრძლივობაში.


Როდესაც იმპაქტური ბიტი აღწევს თავისი სამსახურო სიცოცხლის ბოლოს, გაფუჭება ჩვეულებრივ ნელ-ნელა ხდება სრული გატეხვის წინ.
Გავრცელებული ნიშნები არის:
Ბიტი აღარ ერთვის საკმარისად საკეცის ჩაღების ადგილში.
Გამაგრების დროს ხშირად გამოხვევა იწვევს ეფექტურობის შემცირებას და საკეცების დაზიანებას.
Განმეორებითი ძაბვის ციკლები საბოლოოდ შეიძლება შექმნან ხილული დატვირთვის ტრევები.
Მძიმე იმპაქტური ტვირთის ქვეშ დაიკარგული წვეროები შეიძლება სრულად გატეხდეს.
Რეგულარული შემოწმება დახმარებას აძლევს ადრე ამოაცნობიაროს აღება მისი გავლენის გარეშე სამუშაო ადგილზე პროდუქტიანობაზე.
Ერთი საერთო რიცხვი არ არსებობს.
Სამსახურის ხანგრძლივობა დამოკიდებულია რამდენიმე ფაქტორზე, მათ შორის:
Თუმცა, საჭიროების მიხედვით გრძელი კოჭების გამოყენების დროს ხარისხიანი იმპაქტური ბიტი უნდა შეიძლება მოხერხებულად მუშაობდეს ასობით ჩასმის ციკლის განმავლობაში, არ არის საჭიროების მიხედვით ადრეული დაშლა შეზღუდული რაოდენობის კოჭების შემდეგ.
Ამ მიზეზით, ბევრი პროფესიონალური მომხმარებელი იმპაქტურ ბიტებს შეაფასებს რეალური სიმტკიცის მიხედვით, არ მხოლოდ მოცემული სპეციფიკაციების მიხედვით.
Ქაღალდზე ბევრი იმპაქტური ბიტი ჰგავს ერთმანეთს.
Ფაქტობრივ შეკრების სამუშაოებში განსხვავებები ხშირად ხელით ჩანს.
Გრძელი ბოლტების ტესტირება ჯერ კიდევა ერთ-ერთი ყველაზე ეფექტური მეთოდი იმის შესაფასებლად, არის თუ არ არის იმპაქტური ბიტი პროფესიონალური გამოყენებისთვის შექმნილი თუ უბრალოდ სპეციფიკაციების სახელს აკეთებს.
Მიზანი არ არის უმაღლესი თეორიული მტკიცებულების მიღწევა ან ყველაზე ძლიერი მასალის რეკლამირება.
Მიზანი არის სტაბილური შედეგები რეალური სამუშაო პირობებში.
Როდესაც იმპაქტური ბიტი აგრძელებს გრძელი ბოლტების ჩასმას ასობით შეკრების ციკლის შემდეგ, ეს აჩვენებს ყველაზე მნიშვნელოვან ფაქტორს: სიმტკიცეს, რომელსაც შეიძლება სრულიად დაეფუძნოს მთელი სამუშაო პროცესის განმავლობაში.
Პასუხი: ადრეული გაფუჭება ხშირად გამოწვეულია არასწორი ცხელების დამუშავებით, ბოლოს სიზუსტის დაკარგვით, არასაკმარისი ტორსიის დიზაინით ან შეკრების დროს ჭარბი ტრაქციის ტვირთით.
Პასუხი: არ არის. S2 ფოლადი ფართოდ გამოიყენება იმპაქტურ ბიტებში, მაგრამ ცხელების დამუშავება, მექანიკური დამუშავების სიზუსტე და წარმოების სტაბილურობა ძალზე მნიშვნელოვან გავლენას ახდენს სიმტკიცეზე.
Პასუხი: მრავალფენიან ფანერაში გრძელი სახელურების უწყვეტი ჩასმის ტესტები ფართოდ ითვლება რეალური პირობებში შესრულების შეფასების ერთ-ერთ ყველაზე პრაქტიკულ მეთოდად.
Პასუხი: ტორსიული ზონები ეხმარება იმპაქტური ენერგიის შეწოვასა და ძაბვის კონცენტრაციის შემცირებას, რაც შეიძლება გაზარდოს მომსახურების ხანგრძლივობა მოთხოვნადი იმპაქტური მძრავების გამოყენების დროს.
 Სწორი სიახლეები
Სწორი სიახლეები2026-06-18
2026-06-10
2026-06-03
2026-05-26
2026-05-25
2026-05-21