Arama İsteği:
+86-18900554574
Çevrimiçi Destek
Arama İsteği:
Çevrimiçi Destek

Darbe uç dayanıklılığından bahsedildiğinde sıkça tekrarlanan bir soru şudur:
Neden bazı uçlar nispeten az sayıda vida ile kullanıldıktan sonra aşınırken, bazıları aynı koşullar altında çok daha uzun süre performans göstermeye devam eder?
Son zamanlarda, bir burulma darbe ucu ve çok katmanlı kontrplak içine sürekli olarak 45 mm’lik vidalar sürülerek uzun vida sabitleme testi gerçekleştirdik.
400’den fazla sabitleme döngüsünün ardından uç hâlâ işlevsel durumdaydı ve uçta herhangi bir ciddi arıza gözlenmedi.
Bu sonuç önemli bir gerçeği vurgular:
Bir darbe ucunun ömrü, ambalajında basılı olan çelik sınıfından çok daha fazlasına bağlıdır.
Profesyonel kullanıcılar, müteahhitler ve alet dağıtıcıları için, uçların dayanıklılığını etkileyen faktörleri anlamak, değiştirme maliyetlerini azaltmaya ve sahada bağlantı verimliliğini artırmaya yardımcı olabilir.
Günümüzde çoğu darbeli uç, S2 çelikten yapıldığı iddiasıyla pazarlanmaktadır.
S2 çelik, darbeli uçlar için uygun bir malzeme olarak yaygın kabul görmüş olsa da, gerçek performans üreticilere göre önemli ölçüde değişebilir.
Dayanıklılık testimizde, bir darbeli sürücü kullanılarak 45 mm’lik bir vida, üst üste konmuş kontrplaklara tekrar tekrar yerleştirildi.
Bu tür bir test, sürekli darbe yükleri, tekrarlayan tork zirveleri ve uç ile burulma bölgesi üzerinde önemli düzeyde stres oluşturur.
Laboratuvar ölçümlerinin aksine, uzun vida testi, inşaat, marangozluk ve montaj projelerinde karşılaşılan gerçek çalışma koşullarına çok daha yakın bir şekilde yansıtılır. 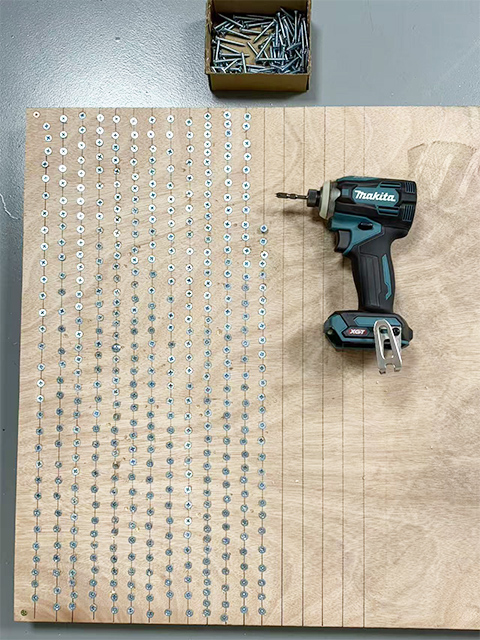

Yaygın bir varsayım, tüm S2 çelik darbeli uçların benzer şekilde performans göstermesidir.
Uygulamada bu nadiren gerçekleşir.
Aynı çelik sınıfından üretilen uçlar, uzun vida uygulamaları sırasında tamamen farklı sonuçlar verdi.
Bunun nedeni basittir:
Çelik yalnızca başlangıç noktasıdır.
Dayanıklılık, çeliğin üretim süreci boyunca nasıl işlendiği, ısıtıldığı, işlendiği ve denetlendiğiyle nihayetinde belirlenir.
İki darbe ucu da "S2 çeliği" olarak etiketlenmiş olsa bile, aynı çalışma koşullarında kullanım ömürleri büyük ölçüde farklılık gösterebilir.
Isıl işlem, darbe uçlarının kullanım ömrünü etkileyen en kritik faktörlerden biridir.
Aşırı sert bir darbe ucu, başlangıçta aşınmaya karşı direnç gösterebilir ancak tekrarlayan darbe yükleri altında çatlamaya veya kırmaya daha yatkın hâle gelebilir.
Aşırı yumuşak bir uç, kırılmaya karşı direnç gösterebilir ancak ucun geometrisini hızla kaybedebilir ve sıkma performansını düşürebilir.
Amaç, şunlar arasında doğru dengeyi sağlamaktır:
Darbe uygulamaları için denge, genellikle maksimum sertlikten daha önemlidir.
Bu nedenle profesyonel sınıf darbe uçları, mümkün olan en yüksek sertlik değerine ulaşmayı hedeflemek yerine, dikkatlice kontrol edilen bir ısıl işlem sürecinden geçirilir.
Yumuşak malzemelere kısa vidaları sürmek, bir darbe ucuna göre görece az stres oluşturur.
Uzun vidalar ise farklı bir hikâye anlatır.
Vida uzunluğu arttıkça, sabitleme süreci boyunca direnç de artar.
Uç şu etkileri görür:
Hafif iş yükü altında fark edilmeyen zayıflıklar, uzun vida uygulamalarında genellikle açıkça ortaya çıkar.
Bu nedenle, birçok üretici ve profesyonel kullanıcı, uç dayanıklılığını değerlendirmek için uzun vida testlerine güvenmektedir.
Bileşen kalitesi yüksek olsa bile, uç hassasiyetindeki eksiklikler telafi edilemez.
Kesin olarak işlenmiş bir uç, vida yuvasıyla daha iyi kavrama sağlar ve tork iletim verimini artırır.
Faydalar şunları içerir:
Uç toleransları tutarsız olduğunda, uç yükleme altında kaymaya eğilimlidir; bu da aşınmayı hızlandırır ve vida hasarı riskini artırır.
Yüzlerce sabitleme döngüsü boyunca küçük boyutsal farklılıklar, dayanıklılık üzerinde önemli bir etkiye sahip olabilir.
Modern darbe uçları, tekrarlayan darbe enerjisini emecek şekilde tasarlanmıştır.
Burulma bölgesi, uç ile gövde arasında kontrollü bir bükülme alanıdır.
Her tork zirvesini doğrudan uca aktarmak yerine burulma bölgesi, stresin uç boyunca dağılmasına yardımcı olur.
Bu durum şunları azaltabilir:
Zorlu sıkma uygulamalarında etkili bir burulma tasarımı, genellikle uçların toplam kullanım ömrüne önemli ölçüde katkı sağlar.


Bir darbe ucu hizmet ömrünün sonuna ulaştığında, tam kırılma gerçekleşmeden önce arıza genellikle kademeli olarak ortaya çıkar.
Yaygın belirtiler şunlardır:
Uç, artık vida yuvasıyla güvenilir şekilde kavramıyor.
Sıkma sırasında sık sık kayma, verimliliğin düşmesine ve vidaların hasar görmesine neden olur.
Tekrarlanan gerilme döngüleri sonunda görünür yorulma çatlakları oluşabilir.
Yüksek darbe yükleri altında zayıflamış uçlar tamamen kırılabilir.
Düzenli muayene, iş sahasında verimlilik etkilenmeden önce aşınmayı tespit etmenize yardımcı olur.
Evrensel bir sayı yoktur.
Hizmet ömrü aşağıdaki faktörlere bağlıdır:
Ancak zorlu, uzun vida uygulamalarında kaliteli bir darbe ucu, sınırlı sayıda vida sonrasında erken başarısızlık yerine yüzlerce sıkma döngüsü boyunca kararlı performans göstermelidir.
Bu nedenle birçok profesyonel kullanıcı, darbe uçlarını yalnızca reklam edilen teknik özelliklere göre değil, gerçek dünya dayanıklılığına göre değerlendirir.
Kağıt üzerinde birçok darbe ucu benzer görünür.
Gerçek sıkma işlerinde farklar açıkça görülür.
Uzun vida testi, bir darbe ucu parçasının profesyonel kullanım için mi yoksa yalnızca teknik özellikler listesini karşılamak amacıyla mı tasarlandığını değerlendirmenin en etkili yöntemlerinden biri olarak kalmaktadır.
Amaç, en yüksek teorik sertliği elde etmek ya da en güçlü malzemeyle ilgili reklam yapmak değildir.
Amaç, gerçek çalışma koşullarında tutarlı performans göstermektir.
Bir darbe ucu parçası, yüzlerce sabitleme döngüsünden sonra uzun vidaları sürmeye devam ettiğinde, işin tamamı boyunca güvenilir bir şekilde kullanılabilen dayanıklılık gibi en önemli özelliği kanıtlamış olur.
Cevap: Erken başarısızlık genellikle uygun olmayan ısı işlemi, uç hassasiyetinin yetersizliği, yeterli burulma dayanımının eksikliği ya da sabitleme sırasında aşırı tork yükleri nedeniyle oluşur.
Cevap: Hayır. S2 çeliği darbe uçlarında yaygın olarak kullanılır; ancak ısı işlemi, işlenme hassasiyeti ve üretim tutarlılığı dayanıklılığı üzerinde büyük ölçüde etkilidir.
A: Çok katmanlı kontrplak gibi malzemelerde sürekli uzun vida sürme testleri, gerçek dünya performansını değerlendirmenin en pratik yöntemlerinden biri olarak yaygın şekilde kabul edilir.
A: Burkulma bölgeleri, darbe enerjisini emmeye ve gerilme yoğunluğunu azaltmaya yardımcı olur; bu da zorlu darbe sürücü uygulamalarında kullanım ömrünü uzatabilir.
 Son Haberler
Son Haberler2026-06-18
2026-06-10
2026-06-03
2026-05-26
2026-05-25
2026-05-21